Về cơ bản, dung sai mô tả mức độ sai lệch so với một giá trị cụ thể được mong đợi hoặc chấp nhận được. Điều này có thể xảy ra trong bất kỳ bối cảnh sản xuất nào sử dụng các phép đo chính xác, bao gồm cả sản xuất bồi đắp.
Cho dù bạn đã in 3D được một thời gian hay bạn mới bắt đầu và đang tham khảo các sợi vật liệu, bạn sẽ đều bắt gặp một loại dung sai. Ví dụ: Prusament PLA được liệt kê có đường kính 1,75 mm ± 0,02 mm, có nghĩa là có thể có bất kỳ giá trị đường kính nào trong khoảng từ 1,73 mm đến 1,77 mm. Nói cách khác, “±0,02 mm” chỉ ra rằng độ lệch rộng hơn hoặc hẹp hơn tối đa 0,02 mm trong sợi là có thể chấp nhận được.
Máy in 3D cũng có dung sai nhất định. Điều này có nghĩa là các bản in có thể hơi sai lệch so với kích thước thực tế. Dung sai chặt chẽ hơn (gần bằng 0) sẽ có độ chính xác về kích thước cao hơn.
Trong bài viết này, chúng ta sẽ tìm hiểu sâu hơn một chút về dung sai và xem xét các khớp nối, điều gì có thể gây ra sự không chính xác của FDM, cách kiểm tra dung sai cũng như các giải pháp từ giai đoạn đầu tiên thiết kế một bộ phận cho đến xử lý hậu kỳ.
Tại sao dung sai lại quan trọng

Con quay in 3D này có các bộ phận cần khớp chặt với nhau (Nguồn: Thorin Oakenshield qua Printables)
Dung sai in 3D đặc biệt quan trọng khi bạn tạo các bộ phận cần khớp chặt với nhau. Ví dụ: mẫu in có lắp ráp cơ học sẽ yêu cầu dung sai chặt chẽ hơn so với hộp trang trí hoặc hộp đựng đơn giản. Với in 3D bằng FDM, bạn cần lưu ý vì dung sai có xu hướng không thống nhất. Ví dụ: các vị trí như lỗ thường cần phải to hơn một chút để vừa với đường kính được thiết kế.
Hãy làm rõ một điều quan trọng: Trong bài viết này, chúng ta sẽ đề cập đến dung sai – chúng sẽ được hiểu là phạm vi, ví dụ: 1,73 đến 1,77 mm đối với vật liệu FDM – cũng như khoảng hở – là các giá trị mô tả khoảng cách giữa các chi tiết.
Khi thiết kế các chi tiết có khoảng hở nhỏ, bạn nên biết dung sai của máy in và liệu bạn có thể đạt được độ chính xác cần thiết hay không. Các chi tiết nên được tạo ra với không gian vừa đủ giữa chúng để tính đến các sai lệch kích thước tiềm ẩn. Độ lệch đo nhỏ có thể làm cho khe hở bị dính với nhau.
Việc hiểu sai về dung sai của máy in 3D của bạn có thể dẫn đến các bộ phận không vừa vặn hoặc các cấu trúc hỗ trợ bị kẹt hoàn toàn với mẫu in của bạn. Ngoài ra, bạn nên hiểu rằng không có hai máy in nào có cùng dung sai, ngay cả khi chúng là cùng một mẫu máy. Hãy chắc chắn rằng bạn tìm thấy những gì phù hợp với máy của mình và không dựa vào các giá trị dung sai của người khác.
Trước khi đi sâu vào cách kiểm tra và cải thiện các giới hạn của máy in, chúng ta hãy xem xét kỹ hơn các loại khớp nối khác nhau.
Các loại khớp
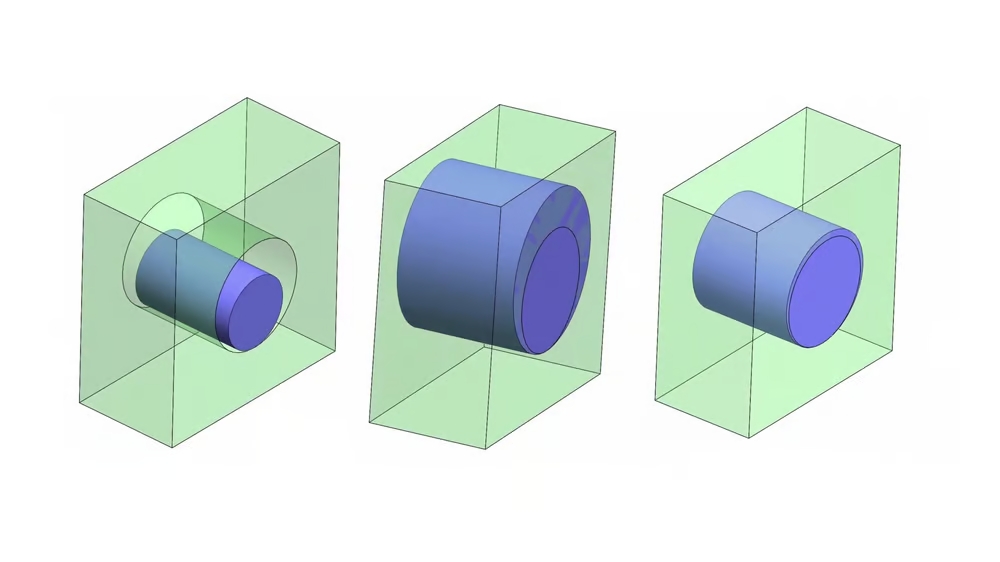
Khớp nối với các loại khoảng trống, giao thoa và chuyển tiếp (Nguồn: Engineering Orukalai)
Trong hầu hết các ứng dụng, mối nối giữa hai phần đáp ứng một chức năng cụ thể. Hãy minh họa điều này bằng một ví dụ.
Xét một trục tròn được thiết kế với đường kính danh nghĩa là 50 mm, trục này sẽ vừa với một lỗ tròn có đường kính danh nghĩa là 50 mm. Trên thực tế, có ba tùy chọn cho cách mà hai phần này có thể khớp với nhau:
- Khớp hở: Đường kính trục hẹp hơn đáng kể so với đường kính lỗ, tương ứng là 49,8 và 50,2 mm. Trong trường hợp này, trục sẽ dễ dàng trượt vào và trượt ra khỏi lỗ và xoay bên trong lỗ.
- Khớp giao thoa: Đường kính của trục bằng hoặc rộng hơn một chút so với lỗ, tương ứng là 50,2 và 49,8 mm. Trục sẽ không thể vào lỗ nếu không có nhiều lực. Một khi đã vào, nó có thể sẽ không tháo ra được nếu không làm gãy các bộ phận. Kiểu lắp này được sử dụng rộng rãi khi yêu cầu độ đồng tâm cao và chuyển động tương đồng (như gắn trục vào ổ trục).
- Khớp chuyển tiếp: Đường kính trục chỉ nhỏ hơn một chút so với đường kính của lỗ, tương ứng là 49,9 và 50,0 mm. Trục sẽ vừa với lỗ với áp suất tối thiểu và duy trì độ đồng tâm tương đối. Ngoài ra, đường kính trục có thể chỉ lớn hơn một chút so với đường kính của lỗ và sẽ cần nhiều áp lực hơn một chút (nhưng không nhiều như đối với khớp nối giao thoa).
Trên thực tế, mỗi kiểu khớp nối bao gồm một loạt các kết hợp được phép. Các kích thước đưa ra ở trên chỉ là ví dụ. Để chọn đúng kiểu dáng và thiết kế phù hợp, có một số tiêu chuẩn quốc tế (chẳng hạn như dung sai ISO) được đặt ra, nhưng chúng tôi sẽ không đi sâu vào vấn đề đó trong bài viết này.
Tuy nhiên, loại khớp nối cần phải được xác định trước khi thiết lập dung sai. Nếu được đặt đúng cách, hai bộ phận tương tác sẽ vẫn hoạt động như dự đoán bất kể chúng ở gần giới hạn phạm vi dương hay âm như thế nào.
Nguyên nhân khiến in 3D FDM không chính xác

Những thiết kế dạng xếp hình đòi hỏi độ chính xác càng cao càng tốt (Nguồn:loyj qua Printables)
Bên cạnh các lỗi thiết kế (là đặc hữu của bất kỳ quy trình sản xuất nào), có một số nguyên nhân chính gây ra sự không chính xác vốn có đối với in 3D và đặc biệt là đối với các máy FDM. Nhận thức được những yếu tố này sẽ giúp bạn cải thiện dung sai khi cần thiết.
Lỗi do phần mềm
Khi một mô hình kỹ thuật số được chuyển đổi sang STL, chắc chắn một số chi tiết sẽ bị mất. Ví dụ, các vật thể hình tròn được tạo mặt và chuyển đổi thành các bề mặt và đỉnh thẳng. Tuy nhiên, độ phân giải chuyển đổi càng cao thì lỗi kích thước gây ra trong chi tiết càng ít.
Phần mềm phân lớp có thể xảy ra các lỗi của riêng chúng, tùy thuộc vào các cài đặt và thuật toán cụ thể. Cách phần mềm thay đổi các đỉnh của tệp STL sẽ ảnh hưởng lớn đến giao diện của mã G và do đó, ảnh hướng đến cách máy in sẽ hoạt động.
Độ chính xác của máy in
Có một số cách mà máy in 3D có thể tự gây ra sự không chính xác trong phần in. Động cơ bước có độ phân giải di động hữu hạn, vì vậy độ chính xác của đường di chuyển chỉ chính xác bằng độ phân giải tối đa của động cơ. Ngoài ra, các động cơ điển hình dành cho in 3D FDM không có vòng điều khiển vị trí, do đó, các lỗi nhỏ về vị trí có thể tích lũy trong các lệnh in dài. Hầu hết các trình điều khiển động cơ cũng có tính năng bảo vệ nhiệt ngăn chúng hoạt động nếu chúng quá nóng, điều này có thể khiến động cơ bỏ qua các bước. Động cơ bước E-steps cũng là một yếu tố quan trọng có thể gây ra sự không chính xác về kích thước nếu không được hiệu chỉnh đúng cách.
Nếu các trục của máy in không hoàn toàn trực giao với nhau, sự không chính xác về cấu trúc có thể xuất hiện. Hãy tưởng tượng bạn đang cố vẽ một hình chữ nhật có trục không vuông góc – bạn sẽ có một hình bình hành. Sau đó, mỗi khi một trục chuyển động thay đổi hướng, sẽ có một lượng nhỏ phản ứng ngượic lại. Hệ thống dây đai càng ít độ căng thì phản ứng ngược lại càng nổi bật. Dây đại cũng gây ra các vấn đề khác theo thời gian, chẳng hạn như bị rão và giãn dài, không chỉ làm giảm độ căng mà còn có thể gây trượt và thiếu bước.
Khi máy in in ra một dòng vật liệu, nó sẽ tạo ra chiều rộng đồng nhất. Tuy nhiên, phần đầu của dòng in có thể mỏng hơn và rộng ra ở phần cuối của dòng khi áp suất đầu phun tăng lên. Điều này được phóng đại tại các góc. Việc đùn sợi quá mức nói chung cũng sẽ khiến đường in rộng hơn, điều này có thể khiến kích thước tổng thể trở nên quá lớn, gây tác dụng ngược đối với quá trình đùn thiếu, đồng thời chất lượng và tình trạng của sợi nhựa có thể dẫn đến các vấn đề về quá trình đùn sau đó.
Cuối cùng, chiều cao Z ban đầu không phù hợp có thể gây ra vết chân voi, khi lớp đầu tiên trải rộng hơn các lớp tiếp theo do trọng lượng của bản in.
Thay vì chờ đợi để xem bản in của bạn có hoạt động hay không, bạn có thể tránh các sự cố bằng cách kiểm tra cả dung sai và độ hở mà chúng ta sẽ xem xét tiếp theo.
Thử nghiệm
Dung sai
Những chú mèo dễ thương này có thể được gọi là một bản in được hiệu chỉnh tuyệt vời (Nguồn: Dezign qua Thingiverse)
Để kiểm tra dung sai của máy in 3D, hãy bắt đầu bằng cách hiệu chỉnh đúng máy in và bộ đùn của nó. Một công cụ hữu ích trong để làm việc này là một khối hiệu chuẩn. Khi bạn đã sẵn sàng, hãy in ra ba đến năm khối hiệu chuẩn hoặc thử mô hình con mèo hiệu chuẩn của Dezign nếu bạn muốn thứ gì đó thú vị hơn một chút.
Sử dụng thước cặp, đo từng bản in ở cùng một vị trí. Lưu ý hướng của mô hình (được biểu thị bằng các chữ cái lớn trên khối hiệu chuẩn). Ghi lại ít nhất ba phép đo cho từng hướng (X, Y và Z).
Đối với mỗi hướng, trừ đi phép đo nhỏ nhất từ phép đo lớn nhất. Con số này là điểm khởi đầu tốt để thiết kế khoảng trống hoặc khoảng trống cần thiết giữa các giao diện được in. Dung sai của máy in của bạn sẽ là ± một nửa giá trị khoảng trống.
Ví dụ: Bạn có thể nhận được 20,1 mm, 20,0 mm và 19,9 mm cho các kích thước Y của khối hiệu chuẩn. Khoảng trống của bạn sẽ là 20,1-19,9, tức là 0,2 mm, nghĩa là dung sai của máy in là ±0,1 mm.
Cần lưu ý rằng bất kỳ giá trị nào bạn nhận được không nhất thiết phải là giá trị “vĩnh viễn”. Nó sẽ phụ thuộc rất nhiều vào trạng thái hiện tại của máy in cũng như bất kỳ vật liệu nào bạn đang sử dụng.
Khoảng trống
![]()
Bài kiểm tra độ trống tổng thể (Nguồn: Maker’s Muse)
Ngoài ra, bạn có thể kiểm tra trực tiếp các khoảng trống. Điều này hữu ích nếu bạn chỉ quan tâm đến việc lắp các bộ phận in 3D với các bộ phận in 3D khác.
Angus Deveson từ kênh YouTube Maker’s Muse đã tạo một vài bài kiểm tra khoảng trống hữu ích, một bài miễn phí và một bài kiểm tra có phí là $2.
Với công cụ này, bạn có thể tìm ra mức độ bạn có thể đặt khoảng trống trong thiết kế của mình.
Và nếu bạn nhận thấy rằng dung sai hoặc khoảng trống ở ngoài tầm kiểm soát và bạn muốn cải thiện thiết kế hoặc hiệu suất của máy in, bạn vẫn có thể thực hiện một số biện pháp khác.
Các giải pháp
Thiết kế
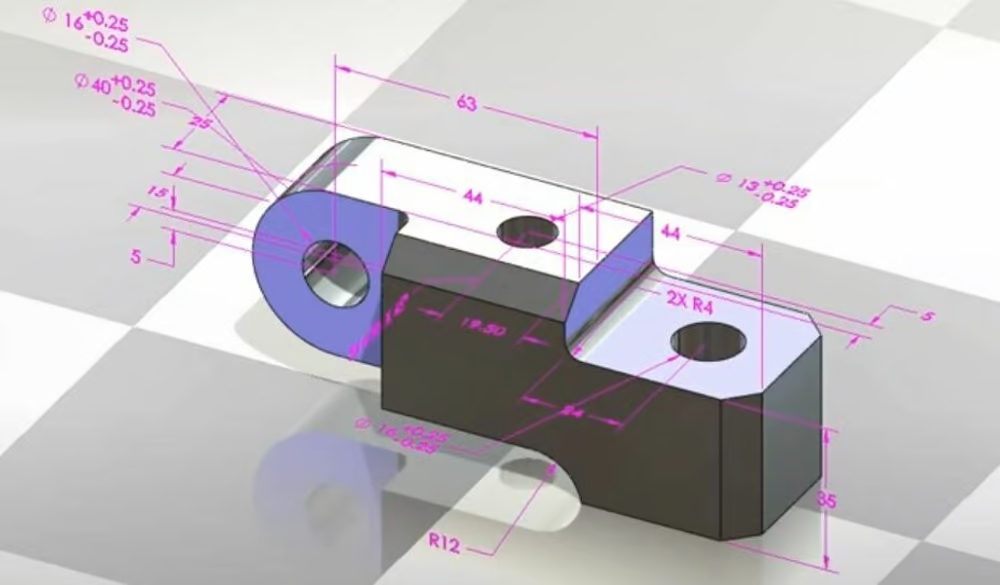
Tìm hiểu cách tích hợp độ chính xác dự kiến và dung sai cần thiết (Nguồn: Solid Solutions – Công ty TriMech)
Khi bạn đã hiểu những nguyên nhân tiềm ẩn dẫn đến sự thiếu chính xác trong mẫu in của mình, bạn có thể thực hiện các biện pháp phòng ngừa để loại bỏ chúng càng nhiều càng tốt. Trên thực tế, bạn không thể mong đợi một máy in FDM thông thường đạt được độ chính xác trong khoảng 100 micron hoặc 0,1 mm. Điều này có nghĩa là tất cả các kích thước của bạn phải được thiết kế theo giả định rằng chúng có thể lớn hơn hoặc nhỏ hơn theo giá trị này.
Đối với các bộ phận ghép nối, bạn sẽ phải thiết kế chúng sao cho ngay cả khi có sai số không kiểm soát được về kích thước, chúng vẫn hoạt động cùng nhau như thiết kế. Trong hầu hết các trường hợp, điều này có nghĩa là nếu bạn có hai phần phù hợp với nhau, thì bạn sẽ cần thiết kế một phần nhỏ hơn phần kia. Đối với đầu in 0,4 mm tiêu chuẩn, đây là một số quy tắc chung về khớp nối dựa trên lỗ và mối nối trục. Hãy nhớ rằng bạn sẽ phải thử nghiệm và tìm hiểu các giá trị thực tế cho máy in của mình.
- Khớp nối trống: Chênh lệch từ 0,5 mm trở lên giữa đường kính của lỗ và đường kính của trục. Điều này dẫn đến khoảng trống ít nhất là 0,25 mm giữa trục và lỗ trên lý thuyết.
- Khớp nối giao thoa: Chênh lệch khoảng 0,1 mm hoặc nhỏ hơn giữa đường kính của lỗ và đường kính của trục. Điều này dẫn đến khoảng trống là 0,05 mm hoặc nhỏ hơn giữa hai phần trên lý thuyết.
- Khớp nối chuyển tiếp: Chênh lệch 0,15-0,4 mm giữa đường kính của lỗ và đường kính của trục. Điều này dẫn đến khoảng trống là 0,08-0,2 mm giữa trục và lỗ trên lý thuyết.
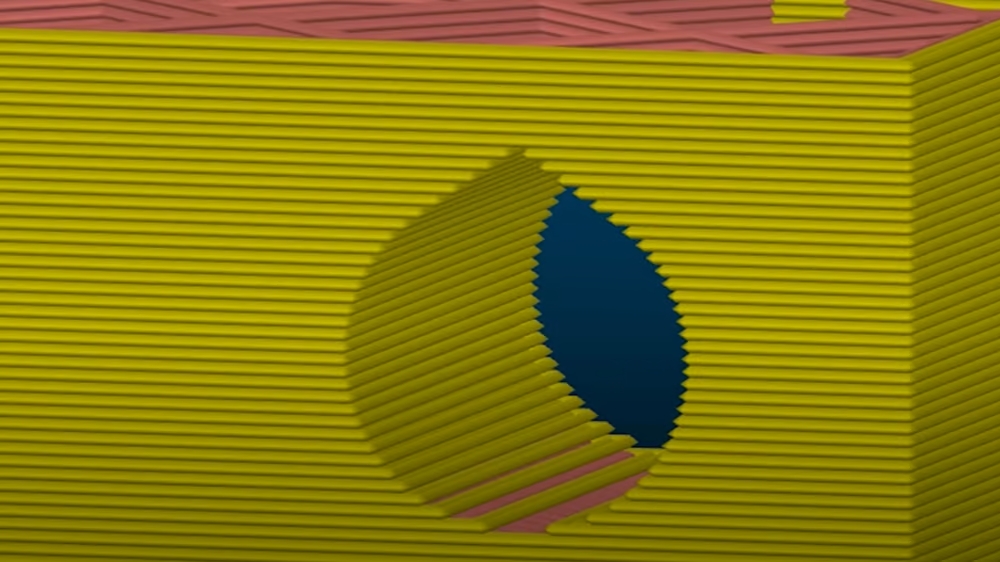
Các lỗ hình giọt nước cho phép bạn in các lỗ ngang mà không bị rủ xuống (Nguồn: Maker’s Muse qua YouTube)
Vì các quy tắc này liên quan đến sự khác biệt giữa các bộ phận khác nhau, nên chúng cũng có thể được sử dụng cho các bộ phận không phải hình trụ. Khi xem xét các bộ phận nối phải không hình trụ, như lỗ vuông và chi tiết hình vuông nhô ra tương ứng, các quy tắc nêu trên có thể áp dụng cho sự khác biệt giữa các mặt phẳng gần nhất của mối nối. Ví dụ: để có khe hở phù hợp với thanh vuông 30 mm, hãy thiết kế lỗ sao cho duy trì khe hở 0,25 mm (tức là hình vuông 30,5 mm).
Một hướng dẫn quan trọng khác là xem xét hướng của bộ phận để đạt được chất lượng tối đa. Các lỗ được in tốt nhất theo chiều ngang (song song với mặt phẳng XY của máy in). Nếu bạn phải in một lỗ thẳng đứng, hãy sử dụng kỹ thuật in giọt nước, trong đó phần trên của lỗ được thiết kế theo hình dáng nhọn thay vì tròn hoàn toàn. Điều này giúp loại bỏ bất kỳ sự thiếu chính xác nào do sợi vật liệu nhô ra khi in phần trên của lỗ.
Ngoài ra, do bản chất dạng lớp của in 3D FDM, các chi tiết dạng dọc thường kém chính xác hơn vì chất lượng của chúng phụ thuộc vào chiều cao của lớp. Các chi tiết nằm ngang (XY) có xu hướng chính xác hơn vì chúng chỉ bị giới hạn bởi độ phân giải của động cơ bước và dây đai, như đã giải thích trong các phần trước.
Phần mềm
Sử dụng các tính năng đặc biệt của phần mềm phân lớp có thể giảm thiểu một số lỗi in (Nguồn: Paul qua MathCodePrint)
Một số giải pháp phần mềm có thể giúp tăng độ chính xác của bản in của bạn. Khi phân lớp một bộ phận để in với độ chính xác tối đa, bạn thường nên sử dụng thông số động học chậm hơn (tốc độ, gia tốc và độ giật), chiều cao lớp nhỏ hơn và làm mát chủ động chi tiết. Chúng tôi khuyến nghị tốc độ in dưới 60 mm/giây, gia tốc dưới 3.000 mm/giây2 và độ giật dưới 15 mm/giây đối với hầu hết các máy in để bàn.
Trong cài đặt phần mềm phân lớp, có một số tính năng độc đáo có thể giúp cải thiện độ chính xác của kích thước. Các ví dụ sau đây dành cho Cura, nhưng hầu hết các phần mềm phân lớp đều có các tính năng tương tự.
- Thành ngoài trước thành trong: Bằng cách in các thành bên ngoài trước, về mặt lý thuyết, bạn có thể cải thiện độ chính xác về kích thước nhờ tránh được va chạm bởi các thành trong và lõi.
- Coasting: Tính năng này làm cho máy in ngừng đùn khi kết thúc quá trình di chuyển và thay vào đó dựa vào áp suất dư trong đầu in để in phần còn lại của vật liệu.
- Mở rộng theo chiều ngang: Tính năng này tăng hoặc giảm kích thước của bộ phận theo một tỷ lệ phần trăm cụ thể. Lý tưởng nhất là điều này có thể giúp tinh chỉnh kích thước của bản in, nhưng nó thực sự chỉ hữu ích nếu toàn bộ bản in quá nhỏ hoặc quá lớn. Ví dụ: nếu kích thước tổng thể của bản in có thể chấp nhận được và chỉ cần điều chỉnh các lỗ, thì nên sử dụng một phương pháp khác, chẳng hạn như tính năng “Mở rộng lỗ theo chiều ngang”.
- Tinh chỉnh trong cài đặt in của bạn: Các vấn đề như bàn sưởi quá nóng có thể gây ra các vấn đề về độ chính xác của kích thước, chẳng hạn như vết chân voi đã đề cập trước đó. Tương tự như vậy, nếu bộ đùn quá nóng đối với loại vật liệu nhất định, nó có thể gây ra hiện tượng đứt dây và nổi bong bóng, điều này cũng sẽ làm biến dạng khoảng trống của bạn.
Sau khi phân lớp, tính năng nâng cao tuyến tính trong Marlin (và một số chương trình cơ sở khác) điều chỉnh dòng chảy của sợi vật liệu theo các chuyển động in được dự đoán. Tính năng này dự đoán sự thay đổi áp suất vòi phun có thể dẫn đến quá trình ép đùn không nhất quán và điều chỉnh nó cho phù hợp. Tính năng này chuyển đổi chiều rộng đường không nhất quán thành đường đồng nhất hơn, giúp cải thiện độ chính xác về kích thước của bản in. Nâng cao tuyến tính có tác dụng tương tự như cài đặt xuống dốc trong máy cắt của bạn nhưng thường dễ điều chỉnh hơn.
Máy in

Hiệu chỉnh máy đúng cách sẽ giúp ích rất nhiều cho độ chính xác của mẫu in (Nguồn: GeekWareSoft qua YouTube)
Có lẽ phương pháp quan trọng nhất để đạt được độ chính xác in tối đa và nằm trong dung sai chính là hiệu chỉnh máy in. Máy in được hiệu chỉnh kém sẽ dẫn đến các bộ phận không thẳng hàng, không có kích thước chính xác và không khớp với nhau. Trên hết, hãy luôn nhớ rằng không có máy in 3D để bàn cơ bản nào được hiệu chỉnh hoàn hảo ngay từ đầu, ngay cả khi chúng được lắp ráp sẵn; chúng sẽ yêu cầu hiệu chuẩn theo thời gian như một hoạt động bảo trì định kỳ. Mặc dù các máy ở cấp độ chuyên nghiệp có thể phần nào bù đắp cho điều này, nhưng chúng vẫn sẽ hoạt động tốt hơn từ việc bảo trì và hiệu chuẩn thường xuyên.
Do việc hiệu chuẩn kém có thể hủy bỏ mọi nỗ lực của bạn trong việc thiết kế và phân lớp để đáp ứng dung sai, nên không thể đánh giá thấp tầm quan trọng của việc hiệu chuẩn máy. Các yếu tố quan trọng nhất để hiệu chỉnh là bộ đùn và E-step, và điều quan trọng là luôn bắt đầu với lớp in đầu tiên có chất lượng tốt. Bạn có thể muốn sử dụng một mô hình thử nghiệm để kiểm tra xem mọi thứ có theo thứ tự trước khi bắt đầu in hay không.
Việc chọn đầu in và sợi vật liệu chất lượng tốt cũng rất quan trọng, vì độ chính xác về kích thước của bộ phận phụ thuộc rất nhiều vào vật liệu, giả định rằng sợi vật liệu đùn ra thực sự có chiều rộng như mong muốn. Các loại sợi rẻ tiền thường có dung sai kém, có thể gây ra hiện tượng đùn không đều và hình thành các bề mặt không đều trên bản in của bạn. Các sợi tốt nhất có dung sai thấp, ít tạp chất hơn và được bảo quản thích hợp. Những sai lệch đáng kể về đường kính sợi vật liệu hoặc đầu in được gia công kém sẽ có tác động ngay lập tức đến dung sai mẫu in của bạn.
Lưu ý cuối cùng, các bộ phận xuống cấp cũng sẽ làm cho máy in của bạn kém chính xác hơn. Đảm bảo rằng các dây đai của máy in của bạn đủ căng và các thanh hoặc ổ trục ít bị mài mòn nhất. Nếu không, cần siết lại hoặc thay thế các bộ phận. Tham khảo ý kiến nhà sản xuất máy in của bạn về cách tốt nhất để tiếp cận nhiệm vụ này.
Xử lý hậu kỳ

Hộp sọ T-Rex này sẽ cần xử lý hậu kỳ trước khi lắp nửa dưới vào (Nguồn: All3DP)
Ngay cả sau khi đã hiệu chuẩn, thiết kế phù hợp và cấu hình cắt đặc biệt, các bộ phận vẫn có thể nằm ngoài dung sai. Trong trường hợp đó, chúng sẽ cần được xử lý hậu kỳ.
Không có gì xấu hổ khi bạn phải xử lý hậu kỳ mẫu in. Ngay cả với các trung tâm gia công CNC cực kỳ chính xác có giá hàng trăm nghìn đô la, đôi khi vẫn cần thực hiện một số xử lý hậu kỳ trên các bộ phận để làm cho chúng phù hợp và đáp ứng các thông số kỹ thuật.
Điều quan trọng cần lưu ý là xử lý hậu kỳ thường đề cập đến các phương pháp loại trừ, vì vậy, nó phù hợp hơn với các bộ phận quá khổ thay vì quá nhỏ. Dưới đây là một số mẹo chính để đưa các bộ phận của bạn xuống kích thước được thiết kế:
- Cắt và giũa các bộ phận để loại bỏ chân voi, cấu trúc hỗ trợ và các chi tiết thừa khác.
- Tiếp tục đo các bộ phận khi bạn xử lý hậu kỳ chúng cho đến khi bạn đạt được kích thước mong muốn.
- Khoan hoặc doa bất kỳ lỗ in 3D nào.
- Cố gắng tránh cấu trúc hỗ trợ nếu có thể. Việc khoan lại một lỗ sẽ dễ dàng hơn nhiều so với việc cố gắng cạy các cấu trúc hỗ trợ nhỏ bằng kìm.
Cuối cùng, tại một số điểm, chúng tôi phải thừa nhận rằng một số yêu cầu về dung sai và kích thước hình học (GD&T) nhất định không thể dễ dàng thực hiện ở cấp độ DIY (cơ bản). Ví dụ: kiểm tra và sửa chữa độ đảo của trục in 3D nằm ngoài khả năng mà hầu hết các thiết lập có thể đạt được. Nhưng hy vọng rằng, làm theo các hướng dẫn được trình bày trong bài viết này sẽ giúp bạn tiết kiệm được việc lặp lại mẫu in và xử lý hậu kỳ không cần thiết!